Снаряжение для выживания: Обработка металла. Часть 3.
О термической обработке сталей.
Тут должно быть достаточно много цифр, просто я их попытался по возможности убрать. В принципе можно термически обрабатывать различные металлы, даже титан «закаливают»(не зря в скобки взял). Просто в первой части мы определились что основной акцент будем делать на сталь и цветные металлы. Так что о термической обработке сталей.
Ее делят на отжиг и закалку. Отжиг состоит в нагреве сталей до определенной температуры, выдержке и затем очень медленном охлаждении, иногда вместе с горном или печью (я этого случая постараюсь не касаться). Закалка аналогично отжигу нагрев изделия, но охлаждение резкое — путем опускания в различные жидкости.
Вообще-то для качественной термической обработке сталей НЕОБХОДИМО ЗНАНИЕ диаграммы структурных превращений стали, а именно:
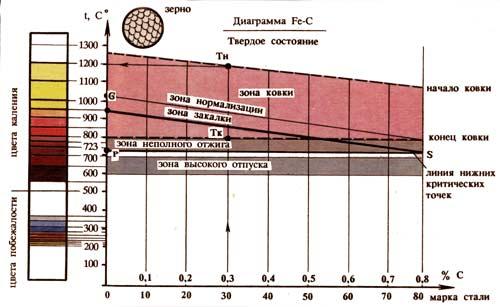
Я к сожалению, не призываю Вас ее изучить — честно говоря мне мало верится, что после БП у Вас будут доступны постоянные источники строго установленных ГОСТов сталей, или Вы сможете варить сталь с четко установленным содержанием примесей и легирующих элементов. По данным причинам, как по мне заучивание данной диаграммы «до задницы». Хотя я все таки рекомендую запомнить из нее несколько фактов:
Мягкая — низкоуглеродистая сталь, температура закалки — цвет оранжево-желтый(900-1000 градусов). Чем больше содержание углерода тем меньше температура закалки — для инструментальных сталей цвет нагрева красный(уже даже не алый).
Температура зоны нормализации(когда требуется устранить крупнозернистость заготовки) — чуть больше чем температура закалки. Температура «высокого отпуска» — для всех сталей темно бордовый цвет.
Далее пойдет как всегда «надерганная информация».
Нормализационый отжиг (нормализация) состоит в нагреве поковок до температуры 780… ...950°С(красный цвет заготовок), непродолжительной выдержке при ней и последующем охлаждении на воздухе. Нормализацию, как правило, применяют для устранения крупнозернистой структуры, образовавшейся в результате вынужденного или случайного увеличения времени нахождения заготовок в печи для исправления структуры перегретой стали (перегрева), измельчения зерна, смягчения стали перед обработкой резанием и получения при резании более чистой поверхности, а также общего улучшения структуры перед закалкой. В результате нормализации сталь получается несколько тверже и менее пластичной, чем после низкого отжига.
Закалку применяют для увеличения твердости, прочности и износостойкости деталей, получаемых из поковок. Слишком длительная выдержка при закалочной температуре не рекомендуется, так как при этом интенсивно растут зерна и сталь теряет прочность.
Охлаждение является исключительно важной операцией закалки, так как от него практически зависит получение требуемой структуры в металле. Для качественной закалки необходимо, чтобы в процессе охлаждения детали температура жидкости оставалась почти неизменной, для чего масса жидкости должна быть в 30-50 раз больше массы закаливаемой детали. Для достижения равномерной закалки нагретую деталь надо быстро погрузить в охлаждающую жидкость и перемешать ее в жидкости до полного охлаждения. Если закаливают только конец или часть изделия (например лезвие топора), то его опускают в закалочную жидкость на требуемую глубину и перемещают вверх-вниз, так чтобы не было резкой границы скорости остывания между закаливаемой и незакаливаемой частями изделия и не появились трещины в переходной части. Клинки погружают или строго вертикально или под углом лезвийной частью вниз. В японских оружейных школах распространена частичная закалка («хамон»), когда закаливается только режущая кромка оружия. Для этого сам клинок обмазывают глиной, а кромку оставляют чистой — в итоге соприкасается с охлаждающей жидкостью только кромка которая и закаливается.
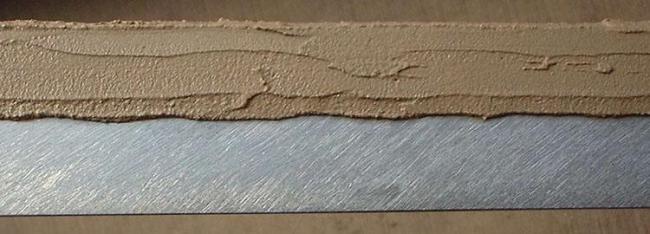

(Вторая фотография — клинок с хамоном после окончательной полировки)
Выбор охлаждающей среды зависит от марки стали, величины сечения детали и требуемых свойств, которые должна получить сталь после закалки. Стали с содержанием углерода от 0,3 до 0,6% обычно охлаждают в воде, а с большим содержанием углерода — в масле.
Понятно, что лучшей закалочной средой была бы двухслойная жидкость, в которой верхний слой — вода с температурой 18...28°С, а нижний — машинное масло. Но, к сожалению, такую двухслойную жидкость получить нельзя, потому что масло всплывает на поверхность. При определенном навыке можно применять следующий режим охлаждения. На несколько секунд погрузить деталь в воду, а затем быстро перенести ее в масло. Ориентировочное время охлаждения в воде до переноса в масло составляет 1...1,5с на каждые 5...6 мм сечения детали. Такой способ охлаждения получил название «через воду в масло» или прерывистой закалки. Ее применяют для закалки инструмента из углеродистой стали.
При большом сечении детали наружные слои охлаждаются быстрее, чем внутренние, и поэтому твердость на поверхности получается больше, чем в середине. Некоторые клинки(режущие инструменты) нуждаются в большой прочности на поверхности при сохранении мягкой и вязкой сердцевины. Такие клинки рекомендуется подвергать поверхностной закалке. Один из самых простых способов такой закалки состоит в загрузке детали в печь с высокой температурой (950...1000 °С), быстром нагреве поверхности до закалочной температуры и охлаждении с большой скоростью в проточной охлаждающей среде. Часто закалку выполняют сразу после ковки без дополнительного нагрева, если температура поковки после ковки будет не ниже закалочной температуры., то есть цвет заготовки красный.
Закалка может быть сильной, умеренной и слабой. Для получения сильной закалки в качестве охлаждающей среды применяют воду при 15...20 °С до погружения в нее детали и водные растворы поваренной соли. Умеренная закалка получается при использовании воды со слоем масла толщиной 20...40 мм, нефти, мазута, мыльной воды, жидкого минерального масла, а также горячей воды. Слабая закалка получается, если применять в качестве охлаждающей среды струю воздуха или расплавленный свинец и его сплавы.
Закалка требует внимания и умения. Плохая закалка может испортить почти готовые детали, т. е. привести к образованию трещин, перегреву и обезуглероживанию поверхности, а также к желоблению (короблению), которое в значительной степени зависит от способа и скорости погружения детали в охлаждающую жидкость.
Закалка-не окончательная операция термической обработки, так как после нее сталь становится не только прочной и твердой, но и очень хрупкой, а в поковке возникают большие закалочные напряжения. Эти напряжения достигают таких значений, при которых в поковках появляются трещины или детали из этих поковок разрушаются в самом начале их эксплуатации. Например, только что закаленный кузнечный молоток нельзя использовать, так как при ударах им о металл от него будут откалываться кусочки металла. Поэтому для уменьшения хрупкости, внутренних закалочных напряжений и получения требуемых прочностных свойств стали после закалки поковки подвергают отпуску.
Отпуск состоит в нагревании закаленной стали до определенной температуры (300...650 °С), выдержке при этой температуре некоторое время и охлаждения, как правило, на воздухе (иногда чтобы не повело длинную плоскую деталь, как правило меч — его охлаждают между двух тяжелых металлических брусков). В процессе отпуска в металле структурных изменений не происходит, однако уменьшаются закалочные напряжения, твердость и прочность, а пластичность и вязкость увеличиваются.
После термообработки пришло время окончательной механической обработки, ее можно провести на нехитром приспособлении (коллега явно с нашим диагнозом — без электричества + сталь высокой скоростью абразива(нагрева) не «пожжешь»)

Тут должно быть достаточно много цифр, просто я их попытался по возможности убрать. В принципе можно термически обрабатывать различные металлы, даже титан «закаливают»(не зря в скобки взял). Просто в первой части мы определились что основной акцент будем делать на сталь и цветные металлы. Так что о термической обработке сталей.
Ее делят на отжиг и закалку. Отжиг состоит в нагреве сталей до определенной температуры, выдержке и затем очень медленном охлаждении, иногда вместе с горном или печью (я этого случая постараюсь не касаться). Закалка аналогично отжигу нагрев изделия, но охлаждение резкое — путем опускания в различные жидкости.
Вообще-то для качественной термической обработке сталей НЕОБХОДИМО ЗНАНИЕ диаграммы структурных превращений стали, а именно:

Я к сожалению, не призываю Вас ее изучить — честно говоря мне мало верится, что после БП у Вас будут доступны постоянные источники строго установленных ГОСТов сталей, или Вы сможете варить сталь с четко установленным содержанием примесей и легирующих элементов. По данным причинам, как по мне заучивание данной диаграммы «до задницы». Хотя я все таки рекомендую запомнить из нее несколько фактов:
Мягкая — низкоуглеродистая сталь, температура закалки — цвет оранжево-желтый(900-1000 градусов). Чем больше содержание углерода тем меньше температура закалки — для инструментальных сталей цвет нагрева красный(уже даже не алый).
Температура зоны нормализации(когда требуется устранить крупнозернистость заготовки) — чуть больше чем температура закалки. Температура «высокого отпуска» — для всех сталей темно бордовый цвет.
Далее пойдет как всегда «надерганная информация».
Нормализационый отжиг (нормализация) состоит в нагреве поковок до температуры 780… ...950°С(красный цвет заготовок), непродолжительной выдержке при ней и последующем охлаждении на воздухе. Нормализацию, как правило, применяют для устранения крупнозернистой структуры, образовавшейся в результате вынужденного или случайного увеличения времени нахождения заготовок в печи для исправления структуры перегретой стали (перегрева), измельчения зерна, смягчения стали перед обработкой резанием и получения при резании более чистой поверхности, а также общего улучшения структуры перед закалкой. В результате нормализации сталь получается несколько тверже и менее пластичной, чем после низкого отжига.
Закалку применяют для увеличения твердости, прочности и износостойкости деталей, получаемых из поковок. Слишком длительная выдержка при закалочной температуре не рекомендуется, так как при этом интенсивно растут зерна и сталь теряет прочность.
Охлаждение является исключительно важной операцией закалки, так как от него практически зависит получение требуемой структуры в металле. Для качественной закалки необходимо, чтобы в процессе охлаждения детали температура жидкости оставалась почти неизменной, для чего масса жидкости должна быть в 30-50 раз больше массы закаливаемой детали. Для достижения равномерной закалки нагретую деталь надо быстро погрузить в охлаждающую жидкость и перемешать ее в жидкости до полного охлаждения. Если закаливают только конец или часть изделия (например лезвие топора), то его опускают в закалочную жидкость на требуемую глубину и перемещают вверх-вниз, так чтобы не было резкой границы скорости остывания между закаливаемой и незакаливаемой частями изделия и не появились трещины в переходной части. Клинки погружают или строго вертикально или под углом лезвийной частью вниз. В японских оружейных школах распространена частичная закалка («хамон»), когда закаливается только режущая кромка оружия. Для этого сам клинок обмазывают глиной, а кромку оставляют чистой — в итоге соприкасается с охлаждающей жидкостью только кромка которая и закаливается.


(Вторая фотография — клинок с хамоном после окончательной полировки)
Выбор охлаждающей среды зависит от марки стали, величины сечения детали и требуемых свойств, которые должна получить сталь после закалки. Стали с содержанием углерода от 0,3 до 0,6% обычно охлаждают в воде, а с большим содержанием углерода — в масле.
Понятно, что лучшей закалочной средой была бы двухслойная жидкость, в которой верхний слой — вода с температурой 18...28°С, а нижний — машинное масло. Но, к сожалению, такую двухслойную жидкость получить нельзя, потому что масло всплывает на поверхность. При определенном навыке можно применять следующий режим охлаждения. На несколько секунд погрузить деталь в воду, а затем быстро перенести ее в масло. Ориентировочное время охлаждения в воде до переноса в масло составляет 1...1,5с на каждые 5...6 мм сечения детали. Такой способ охлаждения получил название «через воду в масло» или прерывистой закалки. Ее применяют для закалки инструмента из углеродистой стали.
При большом сечении детали наружные слои охлаждаются быстрее, чем внутренние, и поэтому твердость на поверхности получается больше, чем в середине. Некоторые клинки(режущие инструменты) нуждаются в большой прочности на поверхности при сохранении мягкой и вязкой сердцевины. Такие клинки рекомендуется подвергать поверхностной закалке. Один из самых простых способов такой закалки состоит в загрузке детали в печь с высокой температурой (950...1000 °С), быстром нагреве поверхности до закалочной температуры и охлаждении с большой скоростью в проточной охлаждающей среде. Часто закалку выполняют сразу после ковки без дополнительного нагрева, если температура поковки после ковки будет не ниже закалочной температуры., то есть цвет заготовки красный.
Закалка может быть сильной, умеренной и слабой. Для получения сильной закалки в качестве охлаждающей среды применяют воду при 15...20 °С до погружения в нее детали и водные растворы поваренной соли. Умеренная закалка получается при использовании воды со слоем масла толщиной 20...40 мм, нефти, мазута, мыльной воды, жидкого минерального масла, а также горячей воды. Слабая закалка получается, если применять в качестве охлаждающей среды струю воздуха или расплавленный свинец и его сплавы.
Закалка требует внимания и умения. Плохая закалка может испортить почти готовые детали, т. е. привести к образованию трещин, перегреву и обезуглероживанию поверхности, а также к желоблению (короблению), которое в значительной степени зависит от способа и скорости погружения детали в охлаждающую жидкость.
Закалка-не окончательная операция термической обработки, так как после нее сталь становится не только прочной и твердой, но и очень хрупкой, а в поковке возникают большие закалочные напряжения. Эти напряжения достигают таких значений, при которых в поковках появляются трещины или детали из этих поковок разрушаются в самом начале их эксплуатации. Например, только что закаленный кузнечный молоток нельзя использовать, так как при ударах им о металл от него будут откалываться кусочки металла. Поэтому для уменьшения хрупкости, внутренних закалочных напряжений и получения требуемых прочностных свойств стали после закалки поковки подвергают отпуску.
Отпуск состоит в нагревании закаленной стали до определенной температуры (300...650 °С), выдержке при этой температуре некоторое время и охлаждения, как правило, на воздухе (иногда чтобы не повело длинную плоскую деталь, как правило меч — его охлаждают между двух тяжелых металлических брусков). В процессе отпуска в металле структурных изменений не происходит, однако уменьшаются закалочные напряжения, твердость и прочность, а пластичность и вязкость увеличиваются.
После термообработки пришло время окончательной механической обработки, ее можно провести на нехитром приспособлении (коллега явно с нашим диагнозом — без электричества + сталь высокой скоростью абразива(нагрева) не «пожжешь»)

01 октября 2010, 00:36
+388.46 Nord
— Питер
Внимание! «Перемешивание» заготовкой жидкости во время закалки является ГРУБЕЙШЕЙ ошибкой. Равномерной закалки вы при этом не получите в 100% случаев. В 90 % случаев заготовку поведёт (это зависит от толщины заготовки). Правильным является быстрое погружение заготовки в раствор остриём вперёд лезвием вниз под вертикальным углом около 60 градусов. При этом крайне важно не заваливать заготовку влево-вправо и держать её неподвижно до окончания горения масла или кипения воды.
- v
- 0
02 октября 2010, 09:46
Не могу согласится или не согласится — все зависит от температуры заготовки, температуры и природы жидкости. Дело в том, что между заготовкой и жидкостью создается подушка газообразных продуктов(в случае воды-пара), и если режущей кромкой вести — то она будет более резко охлаждаться (избавится от прослойки газа) и соответственно получит совершенно другой тип закалки. При должном умении применять можно.
Хотя вы наверное все-таки ближе к истине для «длинномеров» (мечей), перемешивание совершенно не годится. Да и мешать надо знать как — на словах не раскажешь, а заготовку достаточно просто испортить. Так что совет — не мешать ;) (бо заготовок напортим — мама не горюй)
Хотя вы наверное все-таки ближе к истине для «длинномеров» (мечей), перемешивание совершенно не годится. Да и мешать надо знать как — на словах не раскажешь, а заготовку достаточно просто испортить. Так что совет — не мешать ;) (бо заготовок напортим — мама не горюй)
02 октября 2010, 13:29
+388.46 Nord
— Питер
Может при должном умении и можно, но я не считаю себя кузнецом-оружейником в восьмом колене. Просто любитель) Поэтому экспериментировать со всякими хитрыми закалками, хамонами и прочим предоставлю профессионалам. Я же радуюсь, если изготовленный мной нож по качеству сравним со средним китайцем ).
Комментарии (3)