Нож: заточные круги и камни
кадры решают всё — но с инструментом и приспособлениями кадры решат всё намного лучше.
заточные круги и камни — это обеспечение работоспособности режущего инструмента.
— СУТЬ РАБОТЫ КАМНЕЙ
— МАРКИРОВКА КРУГОВ
— АБРАЗИВНЫЙ МАТЕРИАЛ
— РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА
— ТВЕРДОСТЬ
— СВЯЗКА ШЛИФ.ЗЕРНА
— СУТЬ ФОРМИРОВАНИЯ РЕЖУЩЕЙ КРОМКИ
в любом процессе есть принцип, центральная идея, осознание которой
делает доступным понимание всех крупных и мелких деталей.
когда эта идея передается от мастера ученику, из уст в уста, из рук в руки —
дело процветает. когда эта идея теряется, то, несмотря на сотни страниц
в сотнях изданий, — у практикующих остаются сотни вопросов.
=СУТЬ РАБОТЫ КАМНЕЙ==
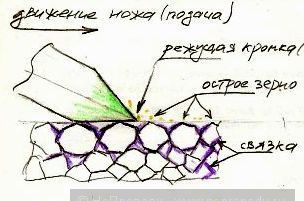
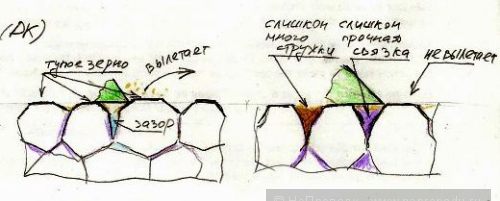
— изначально острые зерна постепенно затупляются.
— при достаточной степени их затупления они выкрашиваются
от усиливающегося давления обрабатываемого материала.
— их выкрашиваемость определяется
1) самим *материалом зерен,
2) свойствами склеивающего вещества, оно же *связка,
3) режимом связывания зерен в камне, что дает *твердость.
3) закупоренностью зазоров меж зернами стружкой и прочим материалом.
==*МАРКИРОВКА КРУГОВ==
почему круги, а не плоские брусочки?
потому что круги изготавливаются для промышленного производства,
их заказывают продвинутые технологи и там отличное качество.
плоские брусочки делают для домашнего пользования,
их выбирают дяди Васи и Сан Санычи: качество среднее и ниже.
поэтому для заточки дома вручную я выбираю КРУГИ.
пример: ЧАЗ ПП 14А 40 СТ2 5 К5 30М/С 150х16х32.
такая маркировка была до 01.01.2008г. с этого времени
зернистость шлифзерна и твердость показывается несколько иначе, а именно вот так.
ЧАЗ – Челябинский абразивный завод.
ПП — форма круга: плоско-параллельный
14А – материал: электрокорунд нормальный
40 – размер зерен или зернистость шлифзерна: от 0,32 до 0,4мм
СТ1 – твердость: среднетвердый.
К5 – связка, типа клея: керамическая
5 – плотность структуры
30М/С – максимальная рабочая скорость.
150х16х32 – размеры – диаметр, высота, диаметр отверстия.
для любителей копать глубоко:
ГОСТ Р 52587-2006 Инструмент абразивный. Обозначения.
ГОСТ 2424 Круги шлифовальные. Технические условия.
ГОСТ 2464 Сегменты шлифовальные. Технические условия.
ГОСТ 21963 Круги отрезные. Технические условия.
ОСТ 2И 70-8-87 Инструмент абразивный для АВТОВАЗа и КАМАЗа.
ТУ 3982-001-70822229-2007 Круги о6дирочные и шлифовальные.
ГОСТ Р 52588-2006 Инструмент абразивный. Требования безопасности.
==*АБРАЗИВНЫЙ МАТЕРИАЛ==
*монокорунд По сравнению с нормальным и белым электрокорундами монокорунд обладает более высокими показателями: твердостью, механической прочностью и абразивной способностью. Марки монокорунда

для заточки инструмента я этот материал не использую.
*карбид кремния. бОльшая твердость чем у электрокорунда. Высокая механическая прочность и режущая способность. Карбид кремния черный – применяют для обработки твердых сплавов, чугуна, стекла, цветных металлов. В марках обозначается как 53С, 54С, 55С. Карбид кремния зеленый – применяется для заточки твердосплавного инструмента, шлифования керамики. Обозначается как 63С, 64С.
для заточки деревообрабатывающего инструмента не использую.
да, это очень прочный материал — но, затупившись, его зерна долго не выкрашиваются.
поэтому наши ножи будут очень быстро нагреваться.
эти круги хороши для твердосплавного токарного и фрезерного инструмента,
а также для заточки сверл с твердосплавными напайками, которыми мы кирпич сверлим.
*нормальный электрокорунд наиболее часто применяют в промышленности. Высокая твердость и прочность зерен позволяют использовать электрокорунд для шлифования металлов. Кроме того, корунд имеет значительную вязкость, а поэтому его применяют при выполнении работ с переменными нагрузками и при повышенных давлениях. Промышленность выпускает нормальный электрокорунд марок 12А, 13А, 14А, 15А и 16А. Электрокорунд 12А и 13А применяют при изготовлении инструментов на органической связке, предназначенных для обработки заготовок из углеродистых незакаленных сталей и легированных чугунов. Электрокорунд 14А используют при изготовлении абразивных паст и инструментов на всех связках, которые применяют для обработки заготовок из незакаленных сталей, легированных чугунов и цветных металлов. Из электрокорунда 15А изготавливают инструменты на всех связках, применяемых для обработки заготовок из конструкционных углеродистых и легированных сталей.
этот материал употребляют для обдирочных работ.
он бывает серого и черного цвета.
тот, который серый — получше, им можно инструмент затачивать,
из него делают брусочки для домашнего пользования.
*белый электрокорунд. Вследствие высокой твердости, прочности и наличия острых кромок, зерна белого электрокорунда легко внедряются в заготовки из высокопрочных сплавов. Острые кромки зерен способствуют также меньшему нагреву обрабатываемых заготовок. Абразивные инструменты и материалы из белого электрокорунда однородны и обладают хорошей самозатачиваемостью, а обработанные ими поверхности деталей отличаются низкой шероховатостью. Белый электрокорунд выпускают трех марок: 23А, 24А и 25А. Для обработки заготовок из углеродистых, легированных и быстрорежущих сталей для работ нормально и высокой точности.

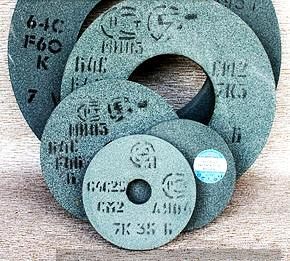
этот материал — радость души моей. почти все заточные работы
я делаю белым электрокорундом — они лучший во всех отношениях.
на фотке, что выше — мои круги и брусочки, с которыми чаще всего работаю.
==*РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА, или зернистоть==
80—125 применяются для чернового шлифования;
25—50 — для обычного шлифования и для заточки инструментов;
10—16 используются для чистового шлифования;
3—10 применяются для резьбошлифования.
для доводки применяются микропорошки с размером зерен от 3 до 28 мк.
для черновой заточки я использую размер 25 (F60) или 40 (F46)
для доводки размер 10 (F120) или меньше. (в скобках новый стиль, но я привык к старому).
здесь можно видеть соответствие старых и новых обозначений зернистости.
==*ТВЕРДОСТЬ==
твердость шлифовального круга — это способность связки удерживать зерно в камне при воздействии на него внешних сил. слишком твердый круг долго держит в себе затупившееся зерно и вследствие этого возникает перегрев обрабатываемой поверхности. см. самый первый рисунок в статье. слишком мягкий круг быстро изнашивается.
выбор твердости круга зависит в первую очередь от обрабатываемого материала, поставленных целей и желания сэкономить на заточных камнях.
до 2008г. была следующая градация твердости:
соответствие обозначений до и после 2008 года.
М — мягкий M1 M2 МЗ
СМ — среднемягкий СМ1 СМ2
С — средний C1 C2
СТ — среднетвердый СТ1 СТ2 СТ3
Т — твердый T1 T2
ВТ — весьма твердый ВТ1 ВТ2
ЧТ — чрезвычайно твердый ЧТ1 ЧТ2
моя любимая твердость СМ1 и СМ2.
==*СВЯЗКА ШЛИФ.ЗЕРНА==
бакелитовая связка Б (B в скобках маркировка связки после 2008г) – круги на этой связке обладают высокой прочностью и упругостью, допускают большие скорости резания. эта связка оказывает полирующее действие на металл. хороша для отрезных кругов для болгарок.
глифталевая ГФ и пенфталевая ПФ связки – применяются для кругов для отделочных работ. обозначаются соответственно. это те круги, которые еще называют поролоновыми или пенопластовыми.
магнезиальная связка М – шлифовальные круги на этой связке гигроскопичны, имеют повышенный износ.
силикатная связка С – круги с этой связкой используются когда необходим минимальный нагрев детали. встречается редко.
вулканитовая связка В ® — обладает большой упругостью и плотностью, повышенным полирующим действием. менее прочна и теплостойка. маркируется буквой.
керамическая связка К (V) – самая распространенная. огнеупорная, водостойкая, химически стойкая, высокая прочность, хрупкая. Обозначается буквой К (V).
в кругах, что я использую для заточки инструмента — керамическая связка К.
изначально я думал про заточку вообще не писать — ведь в инете
на эту тему море статей и книг и у нас на сайте
была пара копипастов. но когда я недавно писал про ножи,
меня попросили изложить «заточку для чайников».
я сделаю это, потому что, честно говоря, я бы от многое сделал иначе из того,
что советуют делать в различных инетовских статьях.
==СУТЬ ФОРМИРОВАНИЯ РЕЖУЩЕЙ КРОМКИ (РК)==
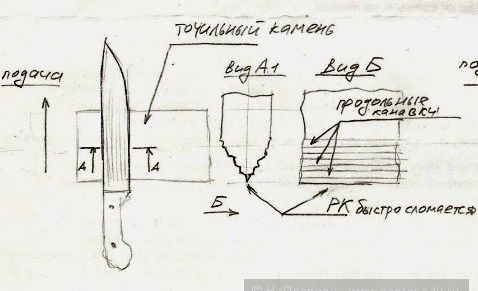
— ввиду наличия зазоров меж заточными зернами, на обработанном материале остаются канавки.
— если мы подаем нож параллельно, вдоль длины тела ножа — имеем продольные канавки.
— в месте крайней продольной канавки очень скоро получим облом и тупую РК.
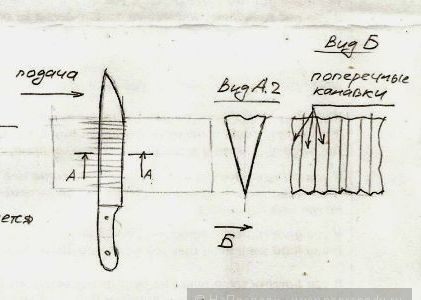
— если подаем нож перпендикулярно, поперек тела ножа — имеем поперечные канавки.
— поперечные зубчики на РК держатся значительно дольше продольных и облегчают резание:
ввиду пилительного эффекта.
— чем меньше эти поперечные зубчики, тем
1) меньше пилительный эффект — поэтому я не делаю полировку на войлоке,
2) дольше РК останется острой: с уменьшением размера зубчиков увеличивается стойкость РК.
я делаю так, чтоб поперечные зубчики были — но очень маленькими.
заточные круги и камни — это обеспечение работоспособности режущего инструмента.
— СУТЬ РАБОТЫ КАМНЕЙ
— МАРКИРОВКА КРУГОВ
— АБРАЗИВНЫЙ МАТЕРИАЛ
— РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА
— ТВЕРДОСТЬ
— СВЯЗКА ШЛИФ.ЗЕРНА
— СУТЬ ФОРМИРОВАНИЯ РЕЖУЩЕЙ КРОМКИ
в любом процессе есть принцип, центральная идея, осознание которой
делает доступным понимание всех крупных и мелких деталей.
когда эта идея передается от мастера ученику, из уст в уста, из рук в руки —
дело процветает. когда эта идея теряется, то, несмотря на сотни страниц
в сотнях изданий, — у практикующих остаются сотни вопросов.
=СУТЬ РАБОТЫ КАМНЕЙ==


— изначально острые зерна постепенно затупляются.
— при достаточной степени их затупления они выкрашиваются
от усиливающегося давления обрабатываемого материала.
— их выкрашиваемость определяется
1) самим *материалом зерен,
2) свойствами склеивающего вещества, оно же *связка,
3) режимом связывания зерен в камне, что дает *твердость.
3) закупоренностью зазоров меж зернами стружкой и прочим материалом.
==*МАРКИРОВКА КРУГОВ==
почему круги, а не плоские брусочки?
потому что круги изготавливаются для промышленного производства,
их заказывают продвинутые технологи и там отличное качество.
плоские брусочки делают для домашнего пользования,
их выбирают дяди Васи и Сан Санычи: качество среднее и ниже.
поэтому для заточки дома вручную я выбираю КРУГИ.
пример: ЧАЗ ПП 14А 40 СТ2 5 К5 30М/С 150х16х32.
такая маркировка была до 01.01.2008г. с этого времени
зернистость шлифзерна и твердость показывается несколько иначе, а именно вот так.
ЧАЗ – Челябинский абразивный завод.
ПП — форма круга: плоско-параллельный
14А – материал: электрокорунд нормальный
40 – размер зерен или зернистость шлифзерна: от 0,32 до 0,4мм
СТ1 – твердость: среднетвердый.
К5 – связка, типа клея: керамическая
5 – плотность структуры
30М/С – максимальная рабочая скорость.
150х16х32 – размеры – диаметр, высота, диаметр отверстия.
для любителей копать глубоко:
ГОСТ Р 52587-2006 Инструмент абразивный. Обозначения.
ГОСТ 2424 Круги шлифовальные. Технические условия.
ГОСТ 2464 Сегменты шлифовальные. Технические условия.
ГОСТ 21963 Круги отрезные. Технические условия.
ОСТ 2И 70-8-87 Инструмент абразивный для АВТОВАЗа и КАМАЗа.
ТУ 3982-001-70822229-2007 Круги о6дирочные и шлифовальные.
ГОСТ Р 52588-2006 Инструмент абразивный. Требования безопасности.
==*АБРАЗИВНЫЙ МАТЕРИАЛ==
*монокорунд По сравнению с нормальным и белым электрокорундами монокорунд обладает более высокими показателями: твердостью, механической прочностью и абразивной способностью. Марки монокорунда

для заточки инструмента я этот материал не использую.
*карбид кремния. бОльшая твердость чем у электрокорунда. Высокая механическая прочность и режущая способность. Карбид кремния черный – применяют для обработки твердых сплавов, чугуна, стекла, цветных металлов. В марках обозначается как 53С, 54С, 55С. Карбид кремния зеленый – применяется для заточки твердосплавного инструмента, шлифования керамики. Обозначается как 63С, 64С.

для заточки деревообрабатывающего инструмента не использую.
да, это очень прочный материал — но, затупившись, его зерна долго не выкрашиваются.
поэтому наши ножи будут очень быстро нагреваться.
эти круги хороши для твердосплавного токарного и фрезерного инструмента,
а также для заточки сверл с твердосплавными напайками, которыми мы кирпич сверлим.
*нормальный электрокорунд наиболее часто применяют в промышленности. Высокая твердость и прочность зерен позволяют использовать электрокорунд для шлифования металлов. Кроме того, корунд имеет значительную вязкость, а поэтому его применяют при выполнении работ с переменными нагрузками и при повышенных давлениях. Промышленность выпускает нормальный электрокорунд марок 12А, 13А, 14А, 15А и 16А. Электрокорунд 12А и 13А применяют при изготовлении инструментов на органической связке, предназначенных для обработки заготовок из углеродистых незакаленных сталей и легированных чугунов. Электрокорунд 14А используют при изготовлении абразивных паст и инструментов на всех связках, которые применяют для обработки заготовок из незакаленных сталей, легированных чугунов и цветных металлов. Из электрокорунда 15А изготавливают инструменты на всех связках, применяемых для обработки заготовок из конструкционных углеродистых и легированных сталей.


этот материал употребляют для обдирочных работ.
он бывает серого и черного цвета.
тот, который серый — получше, им можно инструмент затачивать,
из него делают брусочки для домашнего пользования.
*белый электрокорунд. Вследствие высокой твердости, прочности и наличия острых кромок, зерна белого электрокорунда легко внедряются в заготовки из высокопрочных сплавов. Острые кромки зерен способствуют также меньшему нагреву обрабатываемых заготовок. Абразивные инструменты и материалы из белого электрокорунда однородны и обладают хорошей самозатачиваемостью, а обработанные ими поверхности деталей отличаются низкой шероховатостью. Белый электрокорунд выпускают трех марок: 23А, 24А и 25А. Для обработки заготовок из углеродистых, легированных и быстрорежущих сталей для работ нормально и высокой точности.

этот материал — радость души моей. почти все заточные работы
я делаю белым электрокорундом — они лучший во всех отношениях.
на фотке, что выше — мои круги и брусочки, с которыми чаще всего работаю.
==*РАЗМЕР ШЛИФОВАЛЬНОГО ЗЕРНА, или зернистоть==
80—125 применяются для чернового шлифования;
25—50 — для обычного шлифования и для заточки инструментов;
10—16 используются для чистового шлифования;
3—10 применяются для резьбошлифования.
для доводки применяются микропорошки с размером зерен от 3 до 28 мк.
для черновой заточки я использую размер 25 (F60) или 40 (F46)
для доводки размер 10 (F120) или меньше. (в скобках новый стиль, но я привык к старому).
здесь можно видеть соответствие старых и новых обозначений зернистости.
==*ТВЕРДОСТЬ==
твердость шлифовального круга — это способность связки удерживать зерно в камне при воздействии на него внешних сил. слишком твердый круг долго держит в себе затупившееся зерно и вследствие этого возникает перегрев обрабатываемой поверхности. см. самый первый рисунок в статье. слишком мягкий круг быстро изнашивается.
выбор твердости круга зависит в первую очередь от обрабатываемого материала, поставленных целей и желания сэкономить на заточных камнях.
до 2008г. была следующая градация твердости:
соответствие обозначений до и после 2008 года.
М — мягкий M1 M2 МЗ
СМ — среднемягкий СМ1 СМ2
С — средний C1 C2
СТ — среднетвердый СТ1 СТ2 СТ3
Т — твердый T1 T2
ВТ — весьма твердый ВТ1 ВТ2
ЧТ — чрезвычайно твердый ЧТ1 ЧТ2
моя любимая твердость СМ1 и СМ2.
==*СВЯЗКА ШЛИФ.ЗЕРНА==
бакелитовая связка Б (B в скобках маркировка связки после 2008г) – круги на этой связке обладают высокой прочностью и упругостью, допускают большие скорости резания. эта связка оказывает полирующее действие на металл. хороша для отрезных кругов для болгарок.
глифталевая ГФ и пенфталевая ПФ связки – применяются для кругов для отделочных работ. обозначаются соответственно. это те круги, которые еще называют поролоновыми или пенопластовыми.
магнезиальная связка М – шлифовальные круги на этой связке гигроскопичны, имеют повышенный износ.
силикатная связка С – круги с этой связкой используются когда необходим минимальный нагрев детали. встречается редко.
вулканитовая связка В ® — обладает большой упругостью и плотностью, повышенным полирующим действием. менее прочна и теплостойка. маркируется буквой.
керамическая связка К (V) – самая распространенная. огнеупорная, водостойкая, химически стойкая, высокая прочность, хрупкая. Обозначается буквой К (V).
в кругах, что я использую для заточки инструмента — керамическая связка К.
изначально я думал про заточку вообще не писать — ведь в инете
на эту тему море статей и книг и у нас на сайте
была пара копипастов. но когда я недавно писал про ножи,
меня попросили изложить «заточку для чайников».
я сделаю это, потому что, честно говоря, я бы от многое сделал иначе из того,
что советуют делать в различных инетовских статьях.
==СУТЬ ФОРМИРОВАНИЯ РЕЖУЩЕЙ КРОМКИ (РК)==


— ввиду наличия зазоров меж заточными зернами, на обработанном материале остаются канавки.
— если мы подаем нож параллельно, вдоль длины тела ножа — имеем продольные канавки.
— в месте крайней продольной канавки очень скоро получим облом и тупую РК.
— если подаем нож перпендикулярно, поперек тела ножа — имеем поперечные канавки.
— поперечные зубчики на РК держатся значительно дольше продольных и облегчают резание:
ввиду пилительного эффекта.
— чем меньше эти поперечные зубчики, тем
1) меньше пилительный эффект — поэтому я не делаю полировку на войлоке,
2) дольше РК останется острой: с уменьшением размера зубчиков увеличивается стойкость РК.
я делаю так, чтоб поперечные зубчики были — но очень маленькими.
- alexvrn87,
- KuH,
- Bobby,
- Dmkdok,
- interlocutor,
- dogidok,
- Espade,
- rotor,
- Pirotehnik13,
- strannik,
- KEY,
- gusman,
- Tajozhnyj,
- tiunin,
- Tramp,
- koleco23,
- Potapych,
- S212,
- Mich,
- Andru021,
- Sunman,
- screwdriver,
- andrei_asbes,
- zetta,
- DimHesse,
- Quadro,
- Martin,
- Egoist,
- Sergik2011,
- ger9,
- maesro,
- Lobanov,
- AlexPLoz,
- Alex06,
- Voland,
- Novenkaia,
- Nasmeshnik,
- VOLk61,
- Pipkins,
- Aspire,
- Gorec,
- turist,
- VadimM,
- Cooller,
- Isha,
- ElDuche,
- selvan,
- MrManiac,
- Sirin,
- Suriken,
- Welldi,
- Imhotep,
- johnik,
- vam_,
- Cuthbert
+ (55):
02 марта 2012, 16:04
+458.39 Aris
— север Украины
продолжение "заточка для начининающих и продвинутых" следует.
снова много материала получится, с картинками. я должен всё упорядочить.
снова много материала получится, с картинками. я должен всё упорядочить.
- v
- 0
02 марта 2012, 19:41
+57.18 Suriken
— Самара
снова много материала получится, с картинкамиЭто как раз тот случай, когда «много» = «хорошо». А картинки — лучше один раз увидеть, чем сто раз услышать ;-)
02 марта 2012, 21:27
+458.39 Aris
— север Украины
«чуть помедленнее, кони чуть помедленнее,
вы тугую не слушайте плеть.
но что-о кони мне попались — привередливые...») ©
вы тугую не слушайте плеть.
но что-о кони мне попались — привередливые...») ©
02 марта 2012, 16:24
+53.54 johnik
— Сочи
давай., дело нужное., + про бруски и хотел узнать, а то на продаже говно, плюс сам толком не знаешь, все навожу болгаркой))))
02 марта 2012, 16:29
+56.10 surgik
— Днепропетровск
Как всегда хорошо написано))))
Ждем когда Арис еще весной насадит картошки
а вырастит ананасы. ))))
Ждем когда Арис еще весной насадит картошки
а вырастит ананасы. ))))
- v
- 0
02 марта 2012, 16:52
+458.39 Aris
— север Украины
я не стал расписывать про алмазные круги, так как не советую ими доводить ножи — из-за большого трения они слишком греют металл, и «утягивают под себя» нож — то есть, трудно выдержать желаемый угол. да и «засаливает» нержавка ножей эти круги очень быстро. эти круги на заводах — для доводки твердосплавного иснтрумента.
- v
- 0
02 марта 2012, 17:07
Aris, а какие есть мысли насчет природных материалов для заточки? Например японские водные камни, или камни Arcansas (минерал новакулит). Есть что про них рассказать? И вообще, какая принципиальная разница между натуральными и искусственными камнями для заточки?
02 марта 2012, 17:11
+458.39 Aris
— север Украины
я с ново-модными и дорогими кругами дело не имел, ничего не могу сказать.
02 марта 2012, 17:01
+51.85 Alex06
— Новосибирск
Спасибо! Я ножи к моему стыду точил исключительно брусками «Дяди Васи» Теперь буду знать, куплю круги (ну давит меня жаба покупать крусочки за 2500 руб., продающиеся в некторых охот. магазинах…
Теперь буду знать, куплю круги (ну давит меня жаба покупать крусочки за 2500 руб., продающиеся в некторых охот. магазинах…
Теперь буду знать, куплю круги (ну давит меня жаба покупать крусочки за 2500 руб., продающиеся в некторых охот. магазинах…
- v
- 0
02 марта 2012, 17:09
+458.39 Aris
— север Украины
главное — это черновая обработка, когда снимаешь 95% стали.
и круги для этой цели лучше всего — электрокорунд белый, большой круг или брусок —
а не симпатичные и дорогие брусочки.
а доводку можно хоть и на наждачке сделать.
и круги для этой цели лучше всего — электрокорунд белый, большой круг или брусок —
а не симпатичные и дорогие брусочки.
а доводку можно хоть и на наждачке сделать.
02 марта 2012, 21:24
+458.39 Aris
— север Украины
ещё я заметил, что слесарям-сборщикам такие круги тоже нравятся:
напилят железок и вместо чёрного обдирочного пихают потом в зелёный круг
напилят железок и вместо чёрного обдирочного пихают потом в зелёный круг
02 марта 2012, 17:30
электрокорунд белый — мой «любимый» материал, при работе не так обсыпается. Черновую обработку лучше делать на среднем зерне так-как точность больше (90) а шлифовку на мелком (25), ну а полировку сначала ГОИ№4 а потом ГОИ№2 и мы получаем зеркально блестящий нож.
- v
- 0
02 марта 2012, 18:16
+458.39 Aris
— север Украины
желание получить зеркально блестящий нож путем его полировки — имхо, это самый короткий путь завалить угол заточки и иметь «валенок» на выходе.
02 марта 2012, 17:35
+63.43 Sirin
— Приморский край
Отлично как всегда.Вопросы:
1.как при ручной заточке выдержать постоянный угол без приспособ типа Лански?
2.Почему подачу нужно осуществлять именно РК вперед? я при заточке двигаю обух к себе, мне так проще, это допустимо?
3.Как правильно заточить часть РК, плавно поднимающуюся к острию, при условии что клинок не «танто»?
1.как при ручной заточке выдержать постоянный угол без приспособ типа Лански?
2.Почему подачу нужно осуществлять именно РК вперед? я при заточке двигаю обух к себе, мне так проще, это допустимо?
3.Как правильно заточить часть РК, плавно поднимающуюся к острию, при условии что клинок не «танто»?
- v
- 0
02 марта 2012, 18:14
+458.39 Aris
— север Украины
1. тренироваться. ножи — это навсегда, так что оно того стоит.
но есть и другие приёмчики — о них расскажу в статье про заточку.
2. без проблем, можно и к себе, но так рез происходит в значительно менее жестких условиях — разъясню рисунком в статье про заточку. то есть, так производительность труда снижается.
3. угол заточки РК желательно всегда уменьшать на подходе к острию — я это достигаю слаженной подачей ножа вперёд с одновременным проворотом вдоль оси ножа. нужно тренироваться.
но есть и другие приёмчики — о них расскажу в статье про заточку.
2. без проблем, можно и к себе, но так рез происходит в значительно менее жестких условиях — разъясню рисунком в статье про заточку. то есть, так производительность труда снижается.
3. угол заточки РК желательно всегда уменьшать на подходе к острию — я это достигаю слаженной подачей ножа вперёд с одновременным проворотом вдоль оси ножа. нужно тренироваться.
06 марта 2012, 13:57
«угол заточки РК желательно всегда уменьшать на подходе к острию» — Может всеж увеличивать? Толщина подводов обычно к острию возрастает и при уменьшении угла заточки — 1. Придется снять много металла, 2. Будет выглядеть не эстетично.
06 марта 2012, 13:59
+458.39 Aris
— север Украины
да, конечно — думал одно написал другое:
«угол заточки РК желательно всегда уменьшать на подходе к острию» — всё верно.
самый кончик должен быть тупее.
спасибо за замечание.
«угол заточки РК желательно всегда уменьшать на подходе к острию» — всё верно.
самый кончик должен быть тупее.
спасибо за замечание.
02 марта 2012, 19:56
+3.88 Dalivit
— Дмитровский р-н
Я по-старинке точу как дед заповедывал.От топора до свинокола.Сначала крупным бруском, потом мелким, ещё мелким… Особо мне по нраву доводить наждачкой нулёвкой.
- v
- 0
03 марта 2012, 00:26
+271.41 tiunin
— 52.589088 ° N 33.754629° E
Хорощая статья Хочу чуть дополнить, если позволишь. Порой бывает сложно найти круги и бруски с разной(уменьшающейся постепенно )зернистостью.Я в свое время делал так: нарезал кусков стекла 7-8 см шириной и длиной около 20см, одну поверхность делал матовой грубой наждачной бумагой.Далее шел в магазин(авто и строительный)и покупал наждачную шкурку разной уменьшающейся зернистости.Разрезал ее вдоль и наклеивал на матовую поверхность кусков стекла. Получалось несколько(у меня доходило до 10 шт ) брусков разной зернистости, которых мне чтобы подправить или заточить ножи хватало около на пол-года.
Хочу чуть дополнить, если позволишь. Порой бывает сложно найти круги и бруски с разной(уменьшающейся постепенно )зернистостью.Я в свое время делал так: нарезал кусков стекла 7-8 см шириной и длиной около 20см, одну поверхность делал матовой грубой наждачной бумагой.Далее шел в магазин(авто и строительный)и покупал наждачную шкурку разной уменьшающейся зернистости.Разрезал ее вдоль и наклеивал на матовую поверхность кусков стекла. Получалось несколько(у меня доходило до 10 шт ) брусков разной зернистости, которых мне чтобы подправить или заточить ножи хватало около на пол-года.
- v
- 0
03 марта 2012, 00:59
+458.39 Aris
— север Украины
но такой приспособы хватит лишь один раз нож заточить.
а почему не на гладкую досточку? зачем морочиться со стеклом?
а почему не на гладкую досточку? зачем морочиться со стеклом?
03 марта 2012, 01:05
+271.41 tiunin
— 52.589088 ° N 33.754629° E
Володя, делал из того что было, до чего дошли мозги Это для доводки.
Это для доводки.
03 марта 2012, 15:55
0.00 padzhev
— Жуковский
Хорошая статья. Пару слов… Угол заточки проще выдержать (при малом опыте), если брусок укрепить не горизонтально, а под нужным углом, то есть что-то типа подставки клиновой сделать. Тогда нож надо держать горизонтально, а это часто проще сделать, чем выдерживать определенный угол. Насчет РК вперед или обухом… Я всегда тащил обух, надавно стал делать наоборот. Так лучше, аргументировать сложно. Один из плюсов — меньше заусенец образуется. А вот по поводу полировки — еще в школе трудовик брал дощечку из мягкого дерева (липа, например), натирал пастой ГОИ и отлично полировал РК. Вот тут уж, само собой, обухом вперед. По моему мнению, после полировки (если не завалить) РК дольше держится.
- v
- +1
03 марта 2012, 23:36
+65.57 Martin
— Донецк
Не помню, выкладывалась тут эта ссылка или нет: статья по абразивным материалам с knife.com.ua
- v
- 0
04 марта 2012, 14:10
0.00 padzhev
— Жуковский
Кстати, чтобы выдержать угол одинаковым на протяжении всей РК, можно немного приподнимать рукоять на подходе к острию.
- v
- 0
10 марта 2012, 01:54
+11.15 screwdriver
— Краснокамск
Спасибо за разъяснение маркировки кругов, это в моём обучении было пропущено.
Хотелось бы всё-таки услышать, как можно выдержать угол по всей длине лезвия — это мне никогда не удавалось
Хотелось бы всё-таки услышать, как можно выдержать угол по всей длине лезвия — это мне никогда не удавалось
- v
- 0
Комментарии (31)